Recherche Innovation

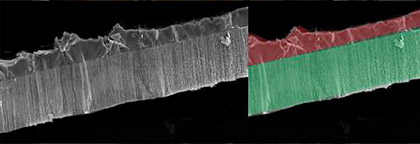
Biosynthèse bactérienne pour des matériaux d’emballage alimentaire à propriétés barrières,
compostables en fin de vie

La filière des producteurs d’emballages plastiques est un secteur dynamique et innovant qui se trouve, aujourd’hui, étroitement liée à celle de l’agroalimentaire premier client et utilisateur d’emballages, avec 65% des débouchés en Europe. Face à l’accroissement des volumes de déchets plastiques ayant des durées de vie moyenne longues, la Commission Européenne a mis en place, depuis 1994, des directives obligeant les industriels à réduire le poids et le volume des emballages, à diminuer leur teneur en métaux lourds et autres substances dangereuses pour l’environnement.
Cette réduction de l’impact environnemental passe par le développement de matériaux alternatifs ayant des propriétés de biodégradabilité et de compostage, combiné au recours à des matériaux issus de ressources renouvelables qui s’affranchissent de la pétrochimie.
Les PHA (les polyhydroxyalkanoates) sont des bio polymères produits par certaines bactéries, dans des conditions de stress. Ils ont des propriétés techniques qui permettent d’envisager leur utilisation dans différents secteurs industriels dont celui de l’emballage.
Le projet Biocomba a pour objectif de produire un bioplastique à base d’un bio polymère obtenu par une synthèse bactérienne (PHA) de bactéries marines sur des substrats spécifiques issus de déchets de l’industrie agroalimentaire, avec prise en compte de son impact sur l’environnement tout au long de son cycle de vie.
Financement
![]()
![]()
Labellisation
![]()
Procédés membranaires pour le captage postcombustion du CO2 des fumées d’incinération
La réduction des émissions des gaz à effet de serre, notamment le CO2, constitue un défi technologique et sociétal majeur dans la lutte contre le réchauffement climatique. Les actions qui ont été entreprises par le secteur industriel ont déjà conduit à des réductions substantielles. Mais des réductions supplémentaires importantes doivent encore être réalisées.
Les membranes céramiques peuvent être envisagées comme une solution potentielle pour la séparation CO2/N2 dans les fumées d’incinération. La stratégie du projet MECAFI repose sur la sélection de matériaux offrant des facteurs de séparation et des perméances élevés. Le choix s’est porté, d’une part, sur des membranes céramiques hydrophobes rendues sélectives au CO2 par greffage chimique (MCM) et, d’autre part, sur des membranes modifiées par échange cationique (MFI) pour accroître leur sélectivité. Une approche concerne également la mise en forme membranaire de matériaux de type MOF (Metal Organic Frameworks). Les résultats les plus probants ont été obtenus sur la croissance de MOF à haute capacité d’adsorption du CO2 sur supports tubulaires poreux en alumine. Ce matériau mis sous forme membranaire pour la première fois a fait l’objet d’un dépôt de brevet. Il présente un potentiel de développement dans de nombreux secteurs industriels.
Une meilleure compréhension des phénomènes mis en jeu au cours des étapes de fabrication de ces matériaux et de leur mise en forme membranaire combinée à une meilleure caractérisation des matériaux synthétisés a permis de mieux comprendre les interactions entre matériaux et produits à séparer en vue de l’optimisation de l’application finale.
Sur le plan technique, un nouveau procédé de capture du CO2 a été envisagé pour répondre aux limitations dues à la présence de vapeur d’eau dans les fumées d’incinération. Ce procédé a fait l’objet d’un second brevet dans le cadre de ce projet de recherche.


Recherche et développements dans les énergies vertes



Valorisation des métaux à haute valeur ajoutée par précipitation sélective : cas du cobalt

Solubilisés dans des solutions acides ou en amalgame avec des produits toxiques, les métaux contenus dans les déchets dangereux sont une ressource potentielle importante. Le passage de l’état de déchet à celui de matière première secondaire nécessite la mise en oeuvre de solutions technologiques spécifiques dont le Groupe s’est fait une spécialité.
L’utilisation du cobalt en France :
- environ 60% dans la filière métallurgique, en raison des propriétés thermomécaniques du cobalt métal pour la fabrication des superalliages dont il améliore la résistance mécanique, à l’usure et à la corrosion ;
- Les industries chimiques et pétrolières utilisent le cobalt et ses composés pour la fabrication des catalyseurs ;
- La filière batterie en pleine expansion consomme 5% du cobalt ;
- Les autres utilisations du cobalt et de ses sels concernent les opérations de galvanisation.
Présent également dans certains déchets liquides industriels il est généralement précipité en mélange avec d’autres métaux. La méthode développée propose comme alternative au traitement traditionnel, une précipitation sélective du cobalt par des réactifs appropriés pour aboutir à une forme chimique valorisable par voie pyrométallurgique.
Evapo-concentration : essais de concentration d’effluents
chargés d’encres pour dimensionner une installation


L’évapo-concentration est employée depuis une cinquantaine d’années dans les procédés de fabrication des industries chimiques et agroalimentaires. Pendant longtemps, elle n’a pas été appliquée à la dépollution, en raison principalement de son coût de fonctionnement jugé excessif par rapport aux autres techniques de dépollution. Aujourd’hui, les améliorations du process d’évaporation par les constructeurs et le durcissement des contraintes réglementaires font que cette technique s’applique au traitement des effluents.
Les contraintes réglementaires et l’impact financier du traitement hors site des déchets liquides poussent les industriels à étudier les solutions alternatives qui permettent de prévenir la pollution et idéalement d’atteindre le rejet zéro sur site.
La filtration membranaire et l’évapo-concentration permettent d’atteindre ces objectifs cette dernière est moins sensible aux phénomènes d’encrassement que les procédés membranaires en présence d’un effluent concentré en matières en suspension et en substances organiques.
La complémentarité de ces techniques, plus que leur concurrence, rend possible le traitement d’effluents complexes et les économies d’eau.
Des essais laboratoire et/ou pilote doivent être menés avant d’investir dans un tel équipement pour déterminer la technique d’évaporation la plus adaptée ainsi que les performances attendues : qualité du distillat, facteur de concentration et nature des prétraitements et des post-traitements.
Un évaporateur pour la concentration des bains chromiques

D’une capacité de 400 t/an, cette unité de purification des bains de chromage sépare par échange d’ions les métaux contaminants de l’acide chromique. L’efficacité du traitement de purification est élevée (plus de 99% d’abattement du fer et 97,5% du cuivre), ce qui permet de restituer le bain au client, dans le cadre d’une gestion sélective des flux en vue de sa réintroduction dans l’opération de fabrication.
L’éluât issu de la régénération des résines est traité par voie physico-chimique sur site. Cette dernière opération conduit à augmenter le volume du bain restitué avec des caractéristiques de composition différentes. Pour pallier ces difficultés de gestion technique, volumique et de transport, il est nécessaire de concentrer les bains régénérés par évaporation.
Ainsi pour proposer une gamme élargie de service dans ce domaine, le Groupe a réalisé des essais de concentrations des bains chromiques recyclés à l’aide d’un d’évaporateur pilote d’une capacité de production de distillat de 100 l/h. La particularité technologique de cet évaporateur sous vide repose sur la mise en oeuvre d’un équipement à circulation à froid pour la production d’énergie d’évaporation et de condensation. En vue d’arriver à un optimum d’économie en énergie, les équipements ont fonctionné sous vide à environ 80 mbar. Ceci correspond à une température d’ébullition de 38°C.
Les essais réalisés à la demande des clients du Groupe ont été concluants, ils ont permis une restitution des bains régénérés concentrés auprès des chromeurs pour une validation effective de leur qualité. Une installation industrielle d’évapo-concentration des bains régénérés est désormais disponible sur le site Trédi à Hombourg (68).

Comportement des espèces minérales au cours du traitement thermique des déchets

Le traitement thermique de déchets et effluents industriels repose sur différents processus de transformation thermochimique de la matière et de l’énergie. Ces processus mettent en oeuvre des transferts de masse et de chaleur, associés à la réactivité de la matière à traiter dans les différents environnements réactionnels créés à la fois par l’oxydation de leur fraction organique et par la fusion des résidus minéraux.
Cette solution industrielle, nécessaire et indispensable à une gestion des déchets respectueuse de l’environnement, s’inscrit dans un processus d’optimisation écologique et économique impliquant en permanence des améliorations techniques. Le sujet proposé vise à étudier le comportement d’espèces minérales dans un dispositif de laboratoire lors de l’incinération de déchets pour déterminer les facteurs de transfert de ces éléments lors de ce processus et calculer leur coefficient de partage entre les différents compartiments constitutifs du procédé. Les objectifs sont d’une part de connaître les espèces chimiques et minéralogiques produites puis de définir les conditions opératoires de combustion qui limiteront leur transfert dans la phase gazeuse.